Платы фрезерные
Доски (печатные платы, печатные платы, …) можно производить разными способами, в этой статье, есть два способа фрезерования печатных плат, которые мы хотели бы представить. Первый способ выглядит так:
• Создание фильма
• Облучение светочувствительного основного материала.
• Развивать
• Офорт
• Бурение
• Декорирование
• Покрытие паяльным лаком
Фрезерование изоляции печатных плат
Второй способ Изготовление печатных плат-Фрезерование печатных плат , что на первый взгляд кажется более привлекательным, фрезерование изоляции. Это требует следующих шагов:
• Генерация данных фрезерования, предпочтительно как G-код в соответствии с DIN 66025
• Зажим основного материала
• Фрезерование контуров токопроводящих дорожек
• Просверливание отверстий для компонентов в одном зажиме
• Покрытие паяльным лаком
Следующие пункты говорят о фрезеровании изоляции.:
• Базовый Материал печатной платы дешевле
• Паника из-за химикатов проходит
• Производство одного прототипа печатной платы происходит быстрее
С другой стороны, это говорит против:
• Вам нужен ужасно дорогой фрезерный станок с ЧПУ., вместе с необходимой управляющей электроникой и программным обеспечением для печатных плат. Ничего не должно быть ниже 2,000,- Общие затраты в евро, даже в самостоятельном строительстве. Как производитель печатных плат в Китае с 2006, MOKO Technology производит печатные платы на современных фрезерных станках с ЧПУ, чтобы гарантировать хорошее качество.
• Для фрезерования требуются дорогие твердосплавные фрезы., которые обычно длятся только 1 – 2 Европейские доски
• Создание данных фрезерования - непростая задача.
• Установка параметров фрезерования печатной платы сложна и обычно работает только методом проб и ошибок.
• Фрезерование односторонней европейской доски может занять более часа.
• Фрезерная пыль (стекловолокно!) может быть вредным для здоровья
Процедура изготовления печатной платы
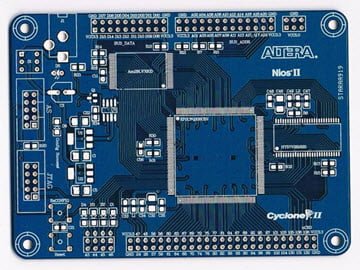
Если вы все еще хотите фрезеровать свои печатные платы, вот процедура, которую вы можете использовать для изготовления платы, показанной выше, с размерами 100 мм х 60 мм. Это плата управления шпиндельным двигателем фрезерного станка.. Доска только односторонняя, но изготовление двусторонних досок возможно по той же технологии. Важно, чтобы можно было создать ширину следа., что позволяет выполнять трассировку между двумя соединениями IC. Иначе, можно фрезеровать только очень простые доски. Тот факт, что это может быть успешным, показывает следующее увеличение выреза:
Ширина следа должна быть около 0.3 мм, расстояние между следами и паяльными ушками около 0.4 мм. Это означает, что печатную плату также можно разумно припаять, не припаивая постоянно друг к другу следы.. тем не мение, для этого нужен приличный паяльник с тонким, длинный наконечник и хорошая паяльная проволока (0.5 мм).
Программное обеспечение pcb-gcode
Без соответствующего ПО, конечно, ничего не работает. Вы можете использовать программу компоновки Eagle для проектирования печатных плат., конечно, если вы найдете MOKO Technology, Вы можете получить дизайн печатной платы бесплатно в соответствии с потребностями производства печатной платы. У Eagle есть бесплатная версия для опробования и для небольших проектов.. Это также интересно для людей, которые используют другую программу верстки., как мы увидим позже.
тем не мение, создание программ фрезерования печатных плат для фрезерования изоляции не является стандартной функцией Eagle. Но поскольку такие функции могут выполняться так называемыми “ULP” (Пользовательские языковые программы), человек по имени Джон Джонсон заработал себе на написание подходящего ULP.
ULP можно загрузить со страницы загрузки CadSoft.. Первый, ищите “pcb-gcode.zip” ULP. к несчастью, нет функции поиска, но ULP отсортированы по алфавиту. Загрузите zip-файл и разархивируйте все файлы, которые он содержит, в папку c:-программы-EAGLE-4.12-ulp каталог.
Сейчас, если вы напечатаете “запустить pcb-gcode -setup” в виде макета Eagle в командной строке, должен появиться следующий экран конфигурации:
Здесь вы устанавливаете следующие параметры:
1.Верхняя сторона (верх печатной платы, сторона компонента)
• Создавайте верхние очертания – Сгенерируйте данные фрезерования печатной платы для токопроводящих дорожек наверху
• Создавайте лучшие сверла – Создайте данные бурения для верха
• Создавать верхние заливки – Создайте данные фрезерования, чтобы удалить всю медь между дорожками и отверстиями для пайки. (обычно не требуется)
2.Нижняя сторона печатной платы (нижняя часть доски)
• Как параметры топа
3.Печатная плата (параметры, которые применяются ко всей доске)
• Создать фрезерование – генерирует данные фрезерования из фрезерного слоя доски (например. контурные или более крупные вырезы)
• Изоляция по умолчанию – это должно быть очень маленькое значение, 0.0025 в порядке
• Максимум изоляции – максимальная ширина утеплителя
• Размер шага изоляции – насколько шире становится изоляция с каждым проходом
4.Блоки CB (единицы измерения)
• микроны – тысячные доли миллиметра
• Миллиметры – миллиметры
• Милы – Тысячные доли дюйма
• Дюймы – дюймы (25.4 мм)
Затем нажмите на “Машина” вкладка. Появится следующее окно:
Здесь вы устанавливаете следующие параметры:
5.Z-ось (Настройки оси Z)
• Z High – Положение, исключающее столкновение с зажимными приспособлениями
• Z Up - положение, в котором ось Z перемещается по доске при быстром позиционировании.. Не следует выбирать слишком большое значение, чтобы сэкономить время
• Z вниз – Глубина проникновения фрезы
• Глубина сверления, чуть больше толщины печатной платы
• Drill Dwell – Скучать время
• Глубина фрезерования – Глубина фрезерования печатной платы для контуров и вырезов, чуть больше толщины доски
6.Смена инструмента
• Положение, в котором перемещается ось Z для удобной смены инструмента
Шпиндель (фрезерный шпиндель)
• Время раскрутки – Время в секундах для поддержания скорости шпинделя
• Размер инструмента для травления – Ширина стежка гравировки для фрезерования контуров следа (см. ниже)
7.Нормы корма
• XY – Скорость подачи по осям X и Y при фрезеровании печатной платы
• С УЧАСТИЕМ – Скорость погружения фрезы
Затем нажмите на “Стиль GCode” вкладка. Появится следующее окно:
Теперь вы можете указать, для какой управляющей программы ПК должен быть сгенерирован код.. Это так называемый “постпроцессор” (.pp) делает. Как фанат Mach3, я выбираю “Мах”. Если нет постпроцессора для управляющей программы, которую вы используете, вы можете создать его самостоятельно, выполнив следующие:
• Выберите постпроцессор, который ближе всего к желаемому.
• Затем откройте файл gcode-defaults.h в каталоге C:-Программы-EAGLE-4.12-ulp с редактором
• Внесите необходимые изменения
• Не меняйте коды формата, такие как “%ж”, “%d”, так далее.
• Сохраните файл под новым именем., например. “Cover.pp”
потом, когда вы нажимаете Принять, изменения конфигурации сохраняются. Щелкнув “Примите и сделайте мою доску” сохраняет изменения конфигурации и начинает генерировать данные фрезерования и сверления. Щелкнув “Отмена” отменяет все изменения.
Создание данных фрезерования и сверления печатных плат в Eagle
Генерировать данные из Eagle очень просто, но необходимо учесть некоторые детали, чтобы создать печатную плату, пригодную для использования.. Первый, вы должны установить “Правила оформления”. Сделать это, входить “drc” в командной строке или щелкните соответствующий значок. Появится окно правил проектирования..
Первый, нажми на “Оформление” вкладка и установите все расстояния на 16 мил. (0.4 мм). Это, прежде всего, хорошая отправная точка для ваших собственных экспериментов.. Затем нажмите на “Размеры” вкладка.
Установите минимальную ширину колеи на 16 мил. (0.4 мм). Это важно при работе с автотрассировщиком.. Затем нажмите на “Отдых”.
Установите колодки (компонентные соединители) до 16мил. Это гарантирует, что они не станут слишком маленькими..
Все ценности - это те, с которыми я работаю и с которыми я добился хороших результатов.. Конечно, возможно, вы сможете добиться лучших результатов с другими значениями.
Затем нажмите “Проверять”. Вы, вероятно, получите список ошибок, который жалуется на слишком малое расстояние между трассами.. Соответственно измените интервал. тем не мение, вы можете игнорировать слишком малые расстояния, на которых выполняется трассировка между портами IC. Они также не должны сужать следы там..
Если все хорошо, тип “запустить pcb-gcode” в командной строке
Затем создаются следующие файлы, все они имеют имя вашего файла схемы, к которому прикреплены следующие расширения:
• top.nc: контуры следа для верхней части доски
• bot.nc: контуры следа для нижней части платы
• tf.nc: Данные фрезерования для удаления оставшейся меди сверху (обычно не нужно)
• bf.nc: Данные фрезерования для удаления оставшейся меди на дне (обычно не нужно)
• td.nc: Данные бурения, видно сверху. Вначале есть таблица с необходимыми диаметрами сверл.. Из-за преобразования дюймовые миллиметры с частично “хруст” значения. Просто возьмите дрель, которая подходит ближе всего.
Предназначены для производства односторонних досок., в противном случае доску пришлось бы перевернуть.
mt.nc: Данные фрезерования для контуров и вырезов, видно сверху.
mb.nc: Данные фрезерования для контуров и вырезов, видно снизу.
Эти файлы записываются в тот же каталог, что и ваш файл схемы..
Для первого теста, теперь вы можете открыть top.nc или bot.nc в Mach3 и просмотреть результат. Предположительно, отображение фрезерных полотен находится за пределами окна предварительного просмотра. Следовательно, уменьшайте размер дисплея, пока не увидите доску. Затем перемещайте и перемещайте их, пока не получите четкое изображение.:
Щелкните изображение, чтобы увидеть его в полном размере и проверить контуры дорожек и соединителей компонентов.. Особенно критичны места, где проводятся трассировки между соединениями компонентов.. Если нет фрезерной дорожки между токопроводящей дорожкой и соединением, затем необходимо уменьшить ширину фрезерного стежка в конфигурации (Размер инструмента для травления).
Зажимная доска
Уметь фрезеровать доску, вы должны сначала зажать это. Имеет значение, работаете ли вы с регулятором глубины гравировки или нет.. Контроллер глубины гравировки гарантирует, что фрезерный стежок печатной платы всегда имеет одинаковую глубину погружения во всех точках платы.. Поскольку Stichel имеет V-образную форму, глубина определяет ширину утеплителя, т.е.. фрезерованная паутина. Если это станет слишком широким, тогда ваши следы исчезают в нирване, становится слишком узким, медь останавливается и приводит к короткому замыканию. Контроллер глубины на моей машине выглядит так:
Короткая трубка спереди служит для подключения пылесоса., винт микрометра используется для регулировки высоты. Я опишу, как работает контроллер глубины и построен в другом месте.
Поскольку контроллер глубины гравировки плотно прижимает доску к подложке, не нужно предохранять от отрыва. Вместо, важно предохранить доску от скольжения. Для этого, Я построил каркас, состоящий из 1.0 мм жесткие алюминиевые листы на деревянной плите.
Две полосы листового металла образуют угол, в который плита прижимается двумя клиньями из того же материала.. Изображение должно делать принцип понятным. Преимущество этого типа крепления при серийном производстве состоит в том, что доски всегда зажимаются в одном и том же положении.. Таким образом, я могу сначала фрезеровать все доски и просверлить их за один проход без необходимости постоянно менять программу и инструмент..
Инструмент для фрезерования печатных плат
Вы можете использовать стежки для гравировки для фрезерования, которые представляют собой детали из карбидных круглых стержней, в которой половина стачивается в нижней части. Затем они шлифуются под разными углами наклона.. Угол заточки всегда составляет половину угла при вершине.. Наконечник слегка отшлифован, в результате передний край. При заказе можно выбрать ширину реза и угол наклона.. До сих пор, Я добился лучших результатов с 0.1 ширина реза мм, угол при вершине 40 ° и глубина фрезерования 0.2 мм. На рисунке показан трюк:
Диаметр вала должен быть 3 мм, который также подходит для цанг Proxxon. Также есть швы с 1/8 дюйм диаметр вала, которые не вписываются должным образом в 3.2 мм цанги и имеют тенденцию к “яйцо”. Взгляните на eBay, есть несколько поставщиков. Убедитесь, что у вас получились стежки с готовым обрезным краем., стежки надо шлифовать без разрезания на шлифовальном станке самостоятельно.
Нулевая точка детали
Нулевая точка заготовки расположена на левом переднем крае печатной платы в данных фрезерования для верхнего. Внизу, тем не мение, он расположен справа, передний край. Все значения координат оси X отрицательны.!
Высота
Если вы работаете с ползунком глубины гравировки, ты умеешь регулировать высоту. Иначе, Проще всего зажать резак и ненадолго водить по доске. Затем ослабьте зажимной патрон и опустите резак на доску.. Затем снова затяните подачу и установите ось Z на ноль.. Не забудьте снова немного поднять ось Z!
Глубина погружения
Глубина погружения очень важна, потому что это приводит к ширине фрезерного полотна печатной платы. Формула для этого::
Фреза 40 °: Ширина = Глубина погружения * 0.7279
Резак 60 °: Ширина = Глубина погружения * 1,1547
Вам нужна определенная минимальная глубина погружения (0.15 - 0.2 мм по моему опыту), в противном случае на фрезерованных полотнах образуется гребень. Так как неточности машины тоже играют роль, Советую попробовать некоторые кусочки мусора.
Скорость вращения шпинделя
Скорость фрезерного шпинделя должна быть как можно более высокой, чтобы добиться резания без заусенцев.. Скорость шпинделя от 20,000 обороты в порядке. тем не мение, на моей машине с 6,000 rpm также доступны довольно чистые платы.
Фрезерование
Пришло время начать! Также обратите внимание на необходимое безопасное расстояние фрезы и отсутствие зажимных приспособлений на пути.. Не забудьте включить шпиндель! Скорее всего, первый результат вас не устроит и придется немного поэкспериментировать..
Бурение
Одна из прелестей процесса заключается в том, что вы можете сразу просверлить доску.. Сделать это, вам нужны данные сверления соответствующей страницы. В любом случае отверстия проходят через всю доску, но являются зеркальным отображением снизу вверх, т.е.. также с данными бурения нулевая точка дна находится справа спереди. Как только потребуется смена сверла, программа фрезерования печатной платы останавливается и перемещает шпиндель в положение, указанное вами для смены инструмента.
Двусторонняя печатная плата
Как уже упоминалось, возможно изготовление двухсторонних досок. Сделать это, разместить отдельный, небольшая дырочка в лабиринте доски и отметьте координаты. Сделать это, входить “Информация” в командной строке и щелкните по отверстию. Вы увидите небольшое окно
Первая координата (52.07) ось X, вторая - ось Y, видно сверху. Если вы перевернули доску после фрезерования и сверления верха, расположите центр фрезерного шпинделя точно над этим отверстием и введите значения координат как позиции X и Y в контроллер.. Вы должны ввести координату X как отрицательное значение.!
Другие программы компоновки печатных плат
Если вы работаете с другой программой верстки, вы можете прочитать данные Gerber и Exellon с помощью Eagle Power Tools, а затем сгенерировать из него данные фрезерования, и от производителя печатной платы, которому вы можете доверять, Компания MOKO Technology может быть хорошим выбором, поскольку мы профессионально занимаемся производством и сборкой печатных плат с тех пор, как 2006, мы также готовы ответить на любые ваши вопросы по поводу проблем с печатными платами.!