Solderen is een proces waarbij twee metalen met elkaar worden verbonden door een vulmetaal te smelten, soldeer genoemd, die in het gewricht stroomt en stolt om een sterke band te vormen. Het wordt veel gebruikt bij elektronica fabricage printplaten assembleren (PCB's). Er zijn twee populaire soldeermethoden die worden gebruikt bij de PCB-assemblage: golfsolderen en reflow-solderen, die een belangrijke rol spelen bij het bepalen van de prestaties van een elektronisch product. Echter, sommige mensen verwarren ze met elkaar en het verschil tussen hen lijkt vaag. In deze blog, we zullen deze twee methoden vergelijken en hun voor- en nadelen bespreken.
Wat is golfsolderen?

Golfsolderen is een soldeerproces waarbij een printplaat over een pan gesmolten soldeer wordt gehaald. De soldeerpan is meestal gemaakt van een legering van tin en lood, met een temperatuurbereik van 250-270°C. Terwijl de printplaat over de pan gaat, een golf van gesmolten soldeer wordt gegenereerd, die de blootliggende metalen oppervlakken van de componenten en de printplaat nat maakt, een sterke en permanente band vormen.
Ontwikkelingsgeschiedenis
Transistor is uitgevonden in 1946 door John Bardeen, Walter Brattain, en William Shockley bij Bell Laboratories. Dit verminderde de omvang van de elektronische componenten. Een paar jaar later, lamineren en etsen werden ontwikkeld en dit maakte de weg vrij voor een soldeertechniek die we op productieniveau konden gebruiken.
Elektronische componenten waren meestal doorgaande gaten en het wordt onpraktisch om ze afzonderlijk te solderen met een soldeerpistool. Het was nodig om in één keer soldeer op het hele bord aan te brengen. Daarom is golfsolderen ontwikkeld waardoor het mogelijk is om met een golf soldeerpasta over het hele bord te lopen.
Het golfsoldeerproces
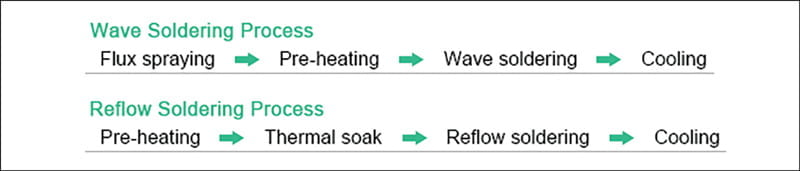
Golfsolderen houdt in 4 stappen en we zullen ze één voor één bekijken.

1. Flux spuiten
Het soldeervermogen hangt voornamelijk af van de reinheid van het metalen oppervlak. Het hangt ook af van de functies van de soldeervloeistof. Het speelt een cruciale rol bij naadloze soldeerbewerkingen. De belangrijkste functies van soldeerflux zijn:
• Het verwijderen van oxiden van de metalen oppervlakken van pennen en platen van componenten.
• Het stoppen van secundaire oxidatie van printplaten tijdens het thermische proces.
• Het verminderen van de oppervlaktespanning van de soldeerpasta.
• Een goede overdracht van de benodigde warmte.
2. Voorverwarmen
PCB's reizen door een warmtetunnel in een pallet langs een ketting die lijkt op een transportband. Het is nodig om de flux te activeren en voorverwarming uit te voeren.
3. Golf solderen
Als de temperatuur blijft stijgen, soldeerpasta smelt en wordt vloeibaar. Dit resulteert in een golf van soldeer die door het bord reist en ervoor zorgt dat componenten stevig aan het bord kunnen hechten.
4. Koeling
Het golfsoldeerprofiel is conform de temperatuurcurve. De curve begint te dalen nadat de temperatuur zijn hoogtepunt bereikt in de golfsoldeerstap. Dit staat bekend als de “koelzone.” We kunnen het bord met succes monteren nadat het tot kamertemperatuur is afgekoeld.
Voordelen van golfsolderen
Hoge doorvoer: Golfsolderen is een snel proces waarbij meerdere componenten tegelijkertijd kunnen worden gesoldeerd, waardoor het geschikt is voor massaproductie.
Sterke mechanische binding: De soldeerverbinding gevormd door golfsolderen is sterk en betrouwbaar, waardoor het ideaal is voor componenten die hoge mechanische belasting ervaren.
Goede thermische prestaties: De warmte van de soldeergolf kan de printplaat binnendringen, zorgen voor goede thermische prestaties en warmteafvoer.
Nadelen van golfsolderen
Beperkte compatibiliteit van componenten: Golfsolderen is niet voor iedereen geschikt PCB-componenten, omdat sommige componenten mogelijk niet bestand zijn tegen de hoge temperatuur van de soldeergolf.
Beperkte precisie: De soldeergolf kan niet nauwkeurig worden gecontroleerd, wat kan leiden tot een slechte soldeerkwaliteit of schade aan gevoelige componenten.
Zorgen over het milieu: Het gebruik van loodhoudend soldeer bij golfsolderen kan milieurisico's opleveren, waardoor het in sommige toepassingen minder wenselijk is.
Wat is reflow-solderen?
Bij reflow-solderen, componenten worden eerst tijdelijk op de pads op printplaten geplakt. Vervolgens worden ze permanent aan elkaar gelijmd door hete lucht of andere methoden van thermische geleiding en straling. Reflow-solderen is relatief gemakkelijker uit te voeren en zelfs een beginner kan het gemakkelijk op kleine schaal uitvoeren. Reflow-solderen vereist een reflow-soldeermachine die we vaak een reflow-soldeeroven noemen.
Reflow-soldeerproces
Zoals eerder gezegd, elektrische componenten worden tijdelijk aan de contactvlakken bevestigd voordat het solderen daadwerkelijk begint. Dit omvat twee stappen. In de eerste stap, soldeerpasta wordt nauwkeurig op elke pad aangebracht via een soldeerpastasjabloon. In de tweede stap, we gebruiken om machines te pakken en te plaatsen om de componenten op de pads te plaatsen. Het daadwerkelijke reflow-solderen begint pas na voltooiing van deze voorbereidingen.
Het eigenlijke soldeerproces bestaat uit vier stappen die we gaan bespreken.

-
Voorverwarmen
Voorverwarmen is erg belangrijk als u hoogwaardige printplaten wilt maken. Het heeft twee hoofddoelen tijdens reflow-solderen.
- Hiermee kan de PCB-assemblage gemakkelijk de vereiste temperatuur bereiken en de nodige thermische profilering bereiken.
- Voorverwarmen duwt vluchtig oplosmiddel uit de soldeerpasta en helpt ze volledig te verdrijven. Als we het niet correct uitvoeren, heeft dit invloed op de soldeerkwaliteit.
-
Thermisch weken
Reflow-solderen hangt ook af van de flux die in de soldeerpasta zit. Vandaar, de temperatuur moet aanzienlijk stijgen zodat de flux kan activeren. Anders, de flux zal geen actieve rol spelen in het reflow-soldeerproces.
-
Solderen met reflow
Deze stap omvat de piektemperatuur van het hele proces. Piektemperatuur maakt het smelten en opnieuw vloeien van de soldeerpasta mogelijk. Temperatuurregeling is erg belangrijk in het reflow-soldeerproces. Als de temperatuur erg laag is, kan dit voorkomen dat de soldeerpasta opnieuw vloeit, terwijl als de temperatuur erg hoog is, dit de printplaat of SMT-componenten kan beschadigen.
Bijvoorbeeld, BGA's hebben veel soldeerballen die smelten tijdens het reflow-solderen. Als we niet de optimale soldeertemperatuur bereiken, kunnen deze ballen ongelijk smelten en kunnen BGA's last hebben van nabewerking.
-
Koeling
Wanneer we de piektemperatuur bereiken, de temperatuurcurve begint te dalen. Afkoeling leidt tot stollen van de soldeerpasta en onderdelen worden permanent vastgemaakt aan hun contactvlakken op het bord.
Voordelen van reflow-solderen
Hoge precisie: Reflow-solderen zorgt voor een nauwkeurige controle van het soldeerproces, resulterend in hoogwaardige en betrouwbare soldeerverbindingen.
Geschikt voor complexe printplaten: Reflow-solderen is geschikt voor complexe printplaten met meerdere componenten, zoals het toelaat selectief solderen van individuele componenten.
Milieuvriendelijk: Het gebruik van loodvrij soldeer bij reflow-solderen maakt het een milieuvriendelijkere optie.
Nadelen van reflow-solderen
Beperkte doorvoer: Reflow-solderen is een langzamer proces dan golfsolderen, omdat elk onderdeel afzonderlijk moet worden gesoldeerd, die misschien niet geschikt zijn voor massaproductie.
Gevoelig voor temperatuur: Reflow-solderen is gevoelig voor temperatuurwisselingen, en elke variatie kan resulteren in een slechte soldeerkwaliteit of schade aan componenten.
Beperkte mechanische sterkte: De soldeerverbinding gevormd door reflow-solderen is mogelijk niet zo sterk als die gevormd door golfsolderen, waardoor het minder geschikt is voor componenten die hoge mechanische belasting ervaren.
Voor meer informatie over reflow-solderen, bekijk onze andere blog: Soldeer opnieuw op de printplaat
Verschil tussen golfsolderen en reflow-solderen
We kunnen het verschil tussen reflow-solderen en golfsolderen nooit negeren, omdat het belangrijk is bij het selecteren PCBA-diensten. Een soldeermodificatie heeft de neiging om drastische veranderingen aan te brengen in het gehele fabricageproces van de assemblage. Deze omvatten fabricagekosten, time to market, efficiëntie, winsten, enzovoort.
Soldeerproces
Het belangrijkste verschil tussen reflow-solderen en golfsolderen in termen van het productieproces is de flux-sproeistap. Golfsolderen omvat deze stap, terwijl reflow-solderen dat niet doet. We gebruiken flux om het soldeerproces te promoten. Het helpt door een beschermende rol te spelen door de oppervlaktespanning te elimineren en de oppervlaktespanning te verminderen. Flux werkt alleen als we het activeren, wat we alleen kunnen bereiken door intensieve tijd- en temperatuurcontrole. Bij reflow-solderen, flux is aanwezig in de soldeerpasta. Daarom, we moeten de vereiste fluxinhoud op de juiste manier regelen en bereiken.
Toepassing
Over het algemeen, golfsolderen werkt het beste voor DIP en THT, terwijl reflow-solderen ideaal is voor SMT-assemblages. Echter, een printplaat bevat zelden alleen doorlopende componenten of opbouwapparaten. Daarom moeten we vaak een mengsel van SMT gebruiken, THT, en DIP. Als het gaat om gemengde vergaderingen, we voeren eerst SMT uit en richten ons daarna op DIP of THT. Dit komt doordat de temperatuur van reflow-solderen veel hoger is dan die van golfsolderen. Als we deze volgorde niet volgen, kan de soldeerpasta weer smelten. Dit kan ertoe leiden dat goed gesoldeerde onderdelen van de printplaat vallen of defect raken.
Productiecapaciteit
We gebruiken golfsolderen voornamelijk voor massaproductie. Het helpt bij het vervaardigen van een groot aantal printplaten in relatief korte tijd. Terwijl reflow-solderen geschikt is voor complexe PCB's met hoge precisie-eisen. En ook bij het vervaardigen van een klein aantal printplaten maken we gebruik van reflow-solderen. We maken gebruik van deze techniek wanneer we geen erg strakke tijdsbeperkingen hebben.
Hieronder vindt u een tabel waarin de verschillen tussen golfsolderen en reflow-solderen levendig worden weergegeven:
| Aspect | Golf solderen | Solderen met reflow |
| Werkwijze | Soldeer bevindt zich in een gesmolten golf of fontein | Soldeerpasta is vooraf aangebracht, en componenten worden opnieuw in een oven gegoten |
| Geschikt voor | Doorlopende componenten | Componenten voor opbouwmontage |
| Behandeling van componenten | Beperkte componentgrootte en dichtheid | Geschikt voor kleiner, dichtbevolkte PCB's |
| Soldeertoepassing | Toegepast op de gehele printplaat | Selectief toegepast op specifieke gebieden |
| Flux-toepassing | Gebruikt doorgaans een afzonderlijke fluxfase | Flux wordt vaak opgenomen in soldeerpasta |
| Verwarmingsmethode | Convectieverwarming van onder de printplaat | Stralings- of convectieverwarming in een oven |
| Temperatuurregeling | De temperatuur is overal consistent | Temperatuurprofielen worden zorgvuldig gecontroleerd |
| Beheers de complexiteit | Relatief eenvoudiger bediening | Vereist nauwkeurige temperatuurprofielen |
| Reflow-sfeer | Inerte stikstofatmosfeer is doorgaans niet vereist | Kan stikstofatmosfeer gebruiken voor specifieke toepassingen |
| Procestijd | Sneller proces door gelijktijdig solderen | Langer proces met afzonderlijk voorverwarmen, reflow, en afkoelfasen |
| Inspectie & Herwerken | Gemakkelijkere inspectie en herbewerking van componenten met doorlopende gaten | Het herwerken van opbouwmontagecomponenten kan een grotere uitdaging zijn |
| Soldeer afval | Meer soldeerafval doordat de hele printplaat blootligt | Minder soldeerafval omdat soldeerpasta selectief wordt aangebracht |
| Apparatuurgrootte | Meestal grotere apparatuur | Kleinere en compactere apparatuur |
| Kosten | Over het algemeen lagere apparatuurkosten | Hogere initiële uitrustingskosten |
Het juiste PCB-soldeerproces kiezen
Reflow-solderen en golfsolderen zijn beide effectieve methoden voor PCB-assemblage. De juiste optie hangt af van verschillende factoren die verband houden met uw specifieke boards en productieomgeving. Als de PCB voornamelijk apparaten voor opbouwmontage gebruikt, reflow-solderen is meestal de beste keuze. De soldeerpasta en de hitteprofilering maken het nauwkeurig solderen van kleine SMD-componenten mogelijk. Echter, als je dat vooral hebt doorlopende delen, Golfsolderen blinkt uit in het snel stromen van soldeer in de gaten voor een snelle montage. Voor printplaten met zowel SMD's als doorlopende gaten, een hybride aanpak met selectief golfsolderen en reflow kan optimaal zijn. Naast componenttypen, houd ook rekening met productievolumes, investeringskosten voor apparatuur, precisie-eisen, en ervaring van de operator. Reflow-solderen biedt een enorme precisie, maar lagere volumes, terwijl golfsolderen een hogere doorvoersnelheid heeft en toch een lagere verbindingskwaliteit. Door al deze elementen vooraf te analyseren, worden problemen achteraf voorkomen. Er bestaat niet één universeel superieur proces – het kiezen van wat het beste is voor uw specifieke PCB-ontwerp- en productiedoelen zorgt voor een hoog rendement, betrouwbaar solderen.
MOKO-technologie, als toonaangevende elektronicafabrikant in China, we hebben een grote productie-opstelling voor het maken van PCB's die zowel golfsolderen als reflow-solderen kan uitvoeren. Daarbovenop, we hebben een grote productiecapaciteit, zodat we gemakkelijk elke mix van soldeertechnieken kunnen uitvoeren voor bulkbestellingen. Als u op zoek bent naar een betrouwbare bron voor het uitvoeren van soldeerwerk op uw printplaten, neem dan gerust contact met ons op Neem contact met ons op. We hopen snel iets van je te horen!